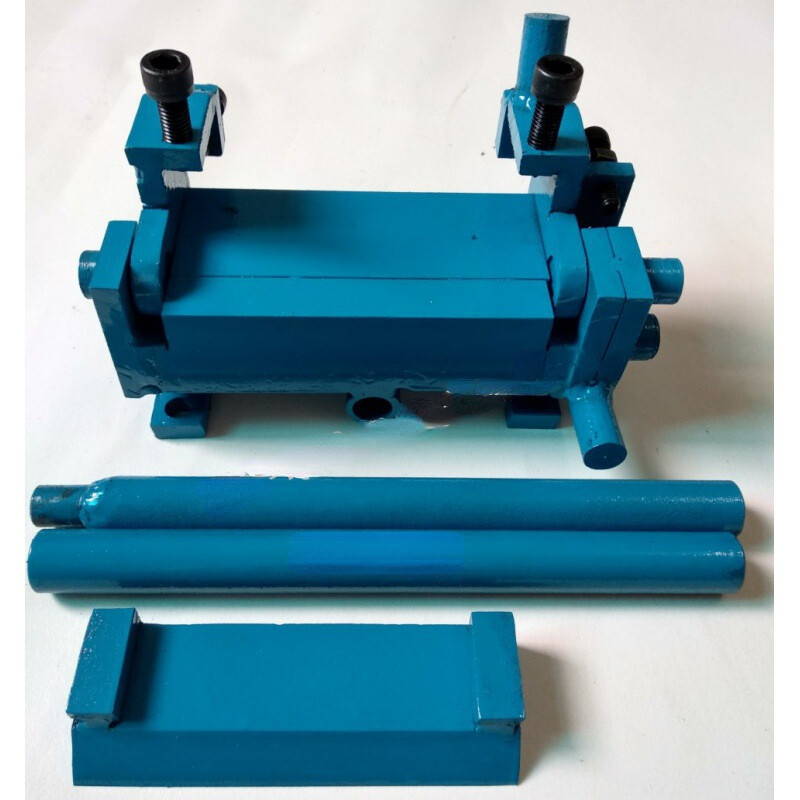
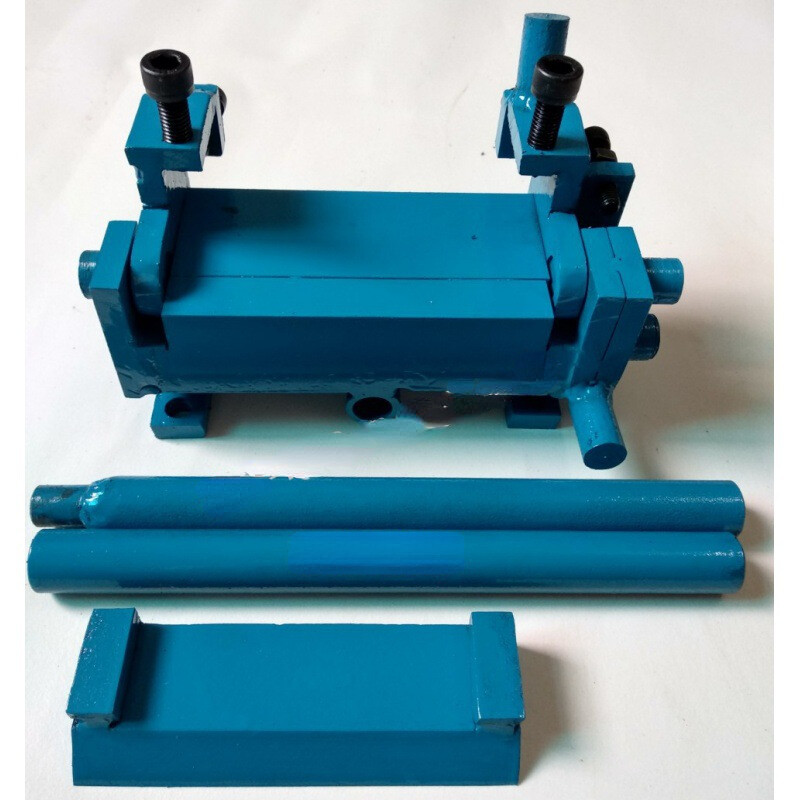
Instructions
Installation, this machine has two split handles. Generally, there is no need to fix it.
The two handles can be used directly for bending. If possible, use the four mounting
holes on the machine to fix it. This will save effort and use more smoothly.
To adjust the plate thickness, insert one piece of the plate (or something of equal thickness)
to be bent under the pressure plate first. The plate should not be placed too far in the front,
and the other piece should be inserted about 1 cm in front, and then the upper pressure
screw is lightly tightened by hand. Next, turn the flap up to form a 90-degree angle with the
pressure plate, insert the other one to the end, and then tighten the front and rear
adjustment screws until the pressure plate is in contact with the inserted plate, and the
thickness adjustment is completed. This is because the spacing can be completely pressed
in place with the adjustment method.
Fold the plate, insert the lower material into the bending machine, adjust the position to be
bent, and tighten the upper pressure screw. At this time, the tightness of the upper pressure
screw will affect the straightness of the bending angle. Generally, tools are used Just screw it
to a little tight. The front and rear adjustment screws are adjusted in the front and generally
do not need to be moved. Turn the flap to start bending and bend the required angle. At this
time, the pressure plate is firmed by the deformation force of the bending angle, and the
upper pressure screw is loosened firmly. The front and rear adjustment screws are not
needed. , Take out the bent workpiece.
There are two biggest relationships between the radian of the angle and the ideal angle to be
folded. One is the strength of the fuselage, and the strength of the fuselage has a certain
relationship with the bent sheet, thickness and width. The other is the density of the spacing
adjustment. The corners that will be folded together will be straight and beautiful.