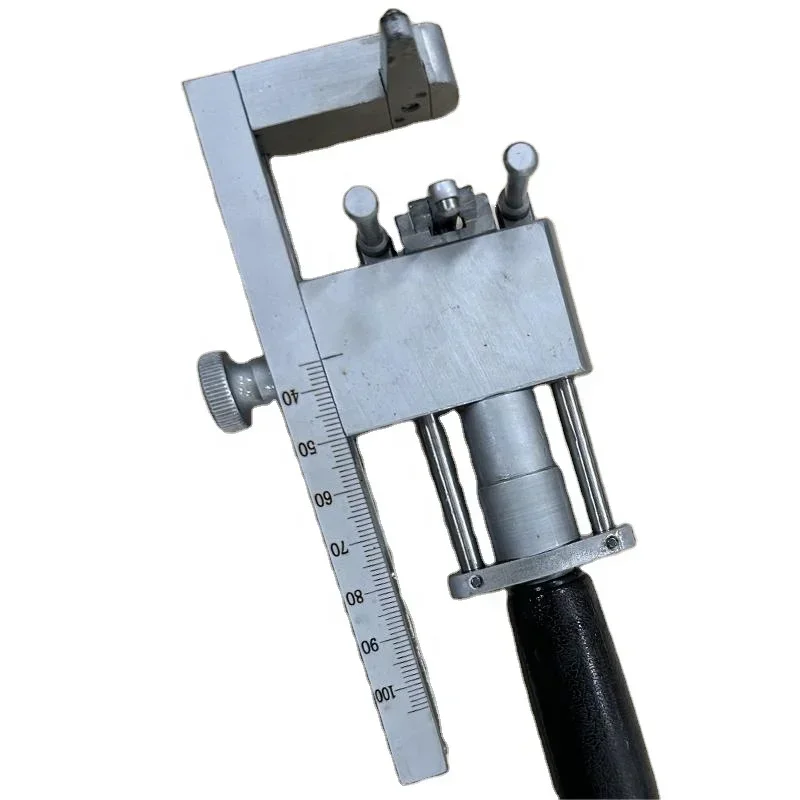
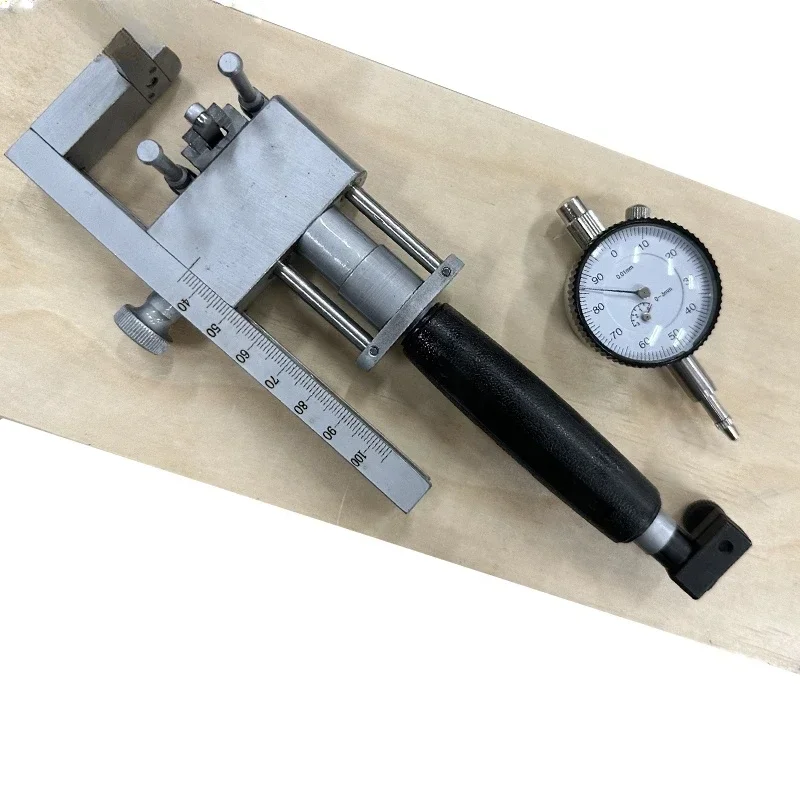
Boring Machine I.D. Gauge Tile Boring Machine I.D. Gauge with Extended Ruler Bar
1、When the inside diameter gauge is in the free state, insert the percentage gauge into the clamp and compress it for one turn (0.5mm) and then lock it.
(0.5mm) after locking, adjust the slide rule to the nominal size of the measured hole will be a nut.
Lock the slide rule to the nominal size of the hole to be measured.
2, the nominal size of the hole to be measured to calibrate the zero position of the meter (the best position of the main probe in the middle of the working stroke, so the zero position of the meter is set at the mid-point of the working stroke).
The best position of the main probe is at the midpoint of the working stroke, so it is most reasonable to calibrate the zero position with the main probe at the midpoint of the working stroke.
(The best position of the main probe is at the middle of the working stroke, so it is most reasonable to calibrate the zero position with the main probe at the middle of the working stroke.)
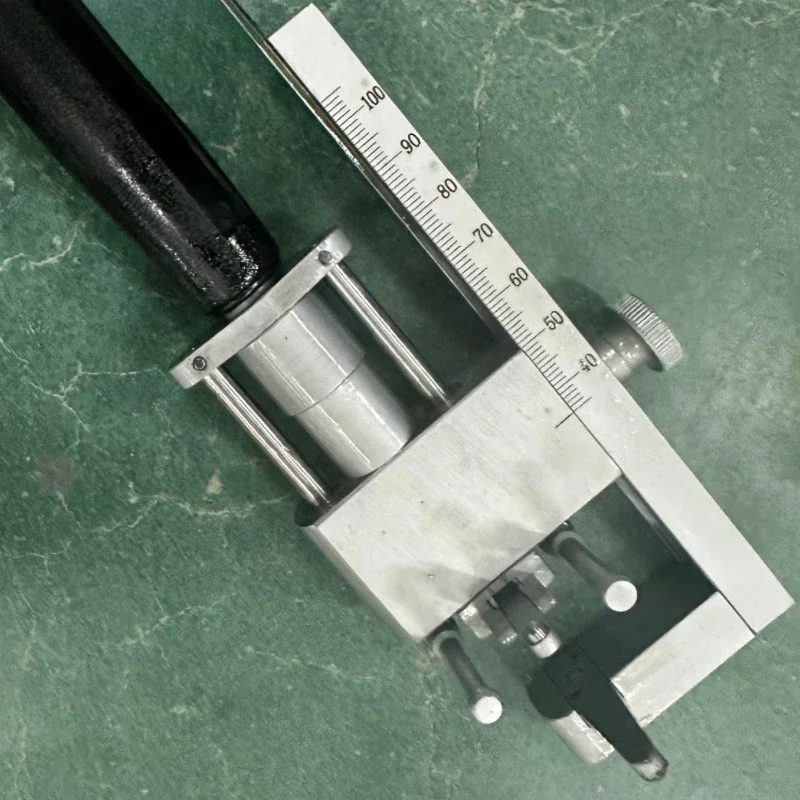
3, measuring hole should be a hand holding the handle, the other hand gently press the positioning support, in order to with the main measuring head
Together with the main measuring head into the hole, the following probe as a fixed point to gently swing in the center of the gage bar surface
Move to find the maximum reading value, the arithmetic average as the actual size of the measured hole.
4, should be cleaned after use, after use into the correct position in the wooden box.







1、When the inside diameter gauge is in the free state, insert the percentage gauge into the clamp and compress it for one turn (0.5mm) and then lock it.
(0.5mm) after locking, adjust the slide rule to the nominal size of the measured hole will be a nut.
Lock the slide rule to the nominal size of the hole to be measured.
2, the nominal size of the hole to be measured to calibrate the zero position of the meter (the best position of the main probe in the middle of the working stroke, so the zero position of the meter is set at the mid-point of the working stroke).
The best position of the main probe is at the midpoint of the working stroke, so it is most reasonable to calibrate the zero position with the main probe at the midpoint of the working stroke.
(The best position of the main probe is at the middle of the working stroke, so it is most reasonable to calibrate the zero position with the main probe at the middle of the working stroke.)
3, measuring hole should be a hand holding the handle, the other hand gently press the positioning support, in order to with the main measuring head
Together with the main measuring head into the hole, the following probe as a fixed point to gently swing in the center of the gage bar surface
Move to find the maximum reading value, the arithmetic average as the actual size of the measured hole.
4, should be cleaned after use, after use into the correct position in the wooden box.