90 To 120 Square Feet Per Gallon
Coverage Varies Based On Surface Porosity And Texture -110 Square Feet Per Gallon Average
MAX SEAL exceeds the requirements of reportable volatile organic compound to district air quality management agency,
which makes it an excellent material for almost all types of industrial, commercial and architectural applications.
MAX SEAL complies all Federal, State, County and Municipal Air Quality management regulations (AQMD),
Southern California -SCAQMD, which has the strictest air quality regulations in the United States.
Extreme Temperature Durability
MAX SEAL is a single component coating that can be brush, roll coater or spray applied.
When applied on a porous material such as wood or concrete, the coating it will be tack free in less than 30 minutes and subsequent coats can be applied without further surface preparations.
Upon cure, the layers will cure to a unitize coating that will not peel between layers.
Some surface preparation may be needed if the coating is applied between long intervals.
MAX SEAL is one of the newest technologies in polymer science that can be used for direct and prolonged outdoor exposure with minimal effect or loss of properties.
It is truly one of the few materials that demonstrate low mechanical and aesthetic deterioration due to direct UV exposure, environmental attack such as airborne pollutants, acid rain, heat aging and assaults from seasonal weather damage.
MAX SEAL is non-flammable, low skin irritant, and does not contain chlorinated or Ozone Depleting Chemicals (ODC).
MAX SEAL is ready to use directly from the container.
MAX SEAL exhibits high luster and glossy clear finish that is stain resistant to most materials such wine, iodine, paints, markers, and other staining products. As an anti-graffiti coating, MAX SEAL can be directly applied to most materials and upon cure, graffiti can be easily cleaned by graffiti removal solvents such as acetone, NMP (N-Methyl-2-pyrrolidone) or other non-chlorinated solvents without damaging the coating.
The exceptional toughness, flexibility, and high luster finish make MAX SEAL an ideal topcoat for wood and metal coatings projects.
It demonstrates minimal flash rusting when applied directly on unprimed steel and excellent weather resistant and top coat protective properties on primed surfaces. Long-term outdoor exposure test of MAX SEAL coatings demonstrates excellent color stability and chalking resistance. It also exhibits water and chemical resistance.
MAX SEAL Applied On Slate Tiles To Stabilize And Prevent Sloughing



Pounds Per Gallon | Form And Color | Viscosity | Solids Content | pH | Reportable VOC |
9.2 Lbs. | Milky Liquid | 500 CPS at 25°C | 45%(Weight) | 7.2 | 25 grams/liter |
25-30 minutes | Recoat Application Time 30 to 45 Minutes | Dry Hard 50 to 60 Minutes | 48 To 96 Hours |
Chemical Resistance
Excellent Stain Resistance(No spotting or ghosting) |
Fresh or Salt Water Tea, Iodine, Coffee, Mustard, Acidic Juices, Wine, Motor Oil Ammonia Cleaners |
MAX SEAL is dry to the touch after 30 minutes at room temperature.
Subsequent coats can be applied after the previous application transforms from a milky translucent coating to a clear finish.
Allow the final application to cure for 24 to 36 hours at room temperature- 75°F.
To accelerate curing, allow the final application to cure until the final coat looks clear.
Then expose the coating to heat source with good air movement for 2 to 3 hours @ 150°F.
A processing oven or infrared heat lamp works well.




UV Resistance
UV Index | Wavelength Range | Notes | Color Stability Excellent No Change |
UV A | 415 - 315 nm | Near Visible | > 100 Hours Exposure |
UV B | 315 - 280 nm | Medium Wave | > 100 Hours Exposure |
UV C | 280 - 100 nm | Short Wave, Germicidal | > 100 Hours Exposure |
MAX SEAL Applied On Wrought Iron Coating Furniture
Prevents Rusting
After 7 Years Outdoor Exposure


Uncoated Wrought Iron After 2 Years

Abrasion Resistance After Full Cure
Falling Sand Tester (ASTM D 968)
As the name indicates, the falling sand tester measures the abrasion resistance of paint or other coatings to falling sand.
The work is performed according to ASTM D 968.
Quartz sand with a specific grain size is poured through a funnel and guide tube to impinge on a test plate.
Typically this test is used to determine the abrasion resistance of a painted surface.
Because it is essentially a Mohs test, it can be adapted to determine relative wear resistance of many materials by varying the size and hardness of the abrasive used. For instance, wear resistance of polymer composite panels can be evaluated using the falling sand method.

>100 Double Rubs | |
Falling Sand Abrasion ASTM D968 5 | > 4 hours 10 pounds per hour |
MAX SEAL Applied On Wood
Creates A Waterproof Barrier


Gloss (ASTM D253) >90% at 60-degree angle

Weather Resistance (ASTM 1006)
Negligible loss in mechanical properties after 1 year of direct sunlight exposure
(< 1.2% loss in elongation and gloss)
Over 1,000 hours in accelerated weather chamber with less than 5% change in properties
Protective Coating For Epoxy Coatings
MAX CFC WHITE is an epoxy base coating was used as the concrete coating along with 2 coats of MAX SEAL applied as a protective top coat. The MAX SEAL top coating imparts a protective top coat over the epoxy floor coating thus retarding yellowing or darkening of the epoxy from the UV producing sodium metal halide lamps.

MAX SEAL Applied Over MAX CFC A/B Epoxy
MAX CFC A/B Concrete Gray Color
https://www.ebay.com/itm/
MAX SEAL was applied as a top coat to prevent premature yellowing of the bright white MAX CFC floor coating.
The overhead metal halide lamps that produces high UV energy.
Photographs Courtesy of Mr. Mike Huizenga
President, YaHu Inc. Manning, SC




Wood, Metals, Plastics, Concrete, And Stone Substrates
MAX SEAL Applied On Concrete As A Clear Waterproof Coating
3 Coats Were Applied To Create Waterproof Barrier Coating On Porous Concrete


SURFACE PREPARATION
METALS 1. Degrease – Wipe faying surfaces with Methyl Ethyl Ketone (MEK) to remove all oil, dirt, and grease. 2. Etch – For optimum results, metal parts should be immersed in a chromic acid solution consisting of:
The solution should be held at a temperature of 160°F (71°C), and the parts left immersed for 5 to 7 minutes. 3. Rinse – remove metal parts from etching bath and rinse in clean cold water (de-ionized water is recommended). If thoroughly clean, metal surfaces so treated will hold a thin film of water. 4. Dry – To accelerate drying, items to be bonded can be placed in an air-circulating oven. ALTERNATE PROCEDURE 1. Degrease, scour and dry – Often etching as outlined above is not practical. The metal surfaces may be cleaned by degreasing as noted above, scouring with an alkaline cleanser followed by rinsing and drying. 2. Degrease and dry – Degrease the surface as noted above, sand or sandblast the surface lightly but thoroughly. Rinse with acetone or Methyl Ethyl Ketone (MEK), and dry | GLASS 1. Degrease – With MEK as above, or with a strong boiling solution of a good grade household detergent. 2. Etch – For optimum results, degreasing can be followed with the chromic acid bath outlined above. WOOD 1. Sand – Bonding surfaces should be sanded lightly, but thoroughly to remove all external contamination. 2. Clean – Carefully remove all dust, or particles of wood from sanded areas. A stiff and clean brush or compressed air can be used. PLASTIC 1. Clean – Remove all dirt, oil, or other surface contaminates with soap and water, followed by thorough rinsing and allow to dry. A solvent that does not have a detrimental effect may also be used. 2. Sand – Surfaces to be bonded should be sanded lightly, but thoroughly to remove surface sheen. 3. Clean – Carefully remove all dust or particles of plastic from the sanded area. A clean brush, lint-free cloth, or compressed air may be used. |
Flame Treating Of Plastic To Improve Adhesion
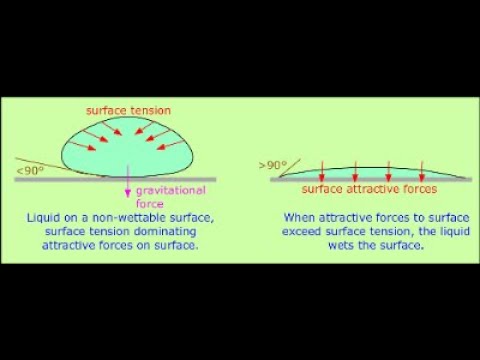
Obtaining adequate bond strength when bonding plastic-to-plastic substrates or plastic to dissimilar substrates is often a challenge for epoxy bonding In general plastic surfaces demonstrates poor ‘wettability’ or the ability of a liquid to form a continuous film. These types of substrates or are called LSE or Low Surface Energy substrates and in general, most thermoplastic surfaces fall within this category.
Teflon or its generic name PTFE and other polyethylene derivatives such as HDPE, LDPE, UHMW and olefinic-based plastics demonstrate poor liquid wettability due to its low surface energy. To create a viable bondable surface condition for these types of plastics, it must be surface treated by creating a superficial oxidized surface to increase its dynamic surface tension. Various types of physical treatment can be used to increase the surface energy of plastics, mostly through oxidation of the superficial layer.
Flame treatment is the most widely used and cost-effective pre-treatment for polyethylene (HDPE, LDPE, UHMW) and polyolefin-based plastics prior to polymer bonding or printing. The resulting change of the surface by creating an oxidized layer onto the substrate greatly improves the ability of liquids wet-out the surface thus creating a strong adhesive bond between the surface and the coating.
A Flame Treating process consists of exposing the surface to a suitable oxidizing flame for a period in the range 0.2 to 3.0 seconds. This treatment brings about a change to the polymer surface that increases its surface energy allowing fluids to effectively wet-out the surface and permits a strong adhesive molecular and mechanical bond.
Flame Treating Of Plastics To Improve Wetting And Adhesion
Click Play To Watch Video
Video will open in a new window
Using the eBay App? Paste link into a browser window:



Adjust the propane torch so that a low oxygen burning flame is achieved
Pass over the area to be treated several times until a slight haze is noticed on the surface of the substrate.

Note the fluid behavior on the flame treated area demonstrating improved wetting.
This improves substrate wetting (adhesive or coatings) and improves adhesion on hard-to-bond surfaces.
By modifying the surface condition of the plastic, polymer bonding is now possible.

MAX SEAL is dry to the touch after 30 minutes at room temperature.
Subsequent coats can be applied after the previous application transforms from a milky translucent coating to a clear finish.
Allow the final application to cure for 24 to 36 hours at room temperature- 75°F.
To accelerate curing, allow the final application to cure until the final coat looks clear.
Then expose the coating to heat source with good air movement for 2 to 3 hours @ 150°F.
A processing oven or infrared heat lamp works well.
Convection Oven
Please Check Out Other Available Resin Systems At Our eBay Store For our complete listing, please Visit our eBay store! DON'T FORGET OUR EPOXY MIXING KIT
Everything You Need To Measure, Mix, Dispense & Apply The Epoxy Resin
Click The Link To Add To Order
https://www.ebay.com/itm/222623932456

Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.
MIXING KIT CONTENTS 1 Each Digital Scale -Durable, Accurate Up To 2000.0 Grams
4 Each 32-ounce (1 Quart) Clear HDPE Plastic Mix Cups
4 Each 16-ounce (1 Pint) Clear HDPE Plastic Mix Cups
5 Pairs One Size Fits All Powder-Free Latex Gloves
2 Each Graduated Syringes
8 Wooden Stir Sticks
Assorted Size Foam Brush
DON'T FORGET OUR EPOXY MIXING KIT
Everything You Need To Measure, Mix, Dispense & Apply The Epoxy Resin
Click The Link To Add To Order
https://www.ebay.com/itm/222623932456
Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.
1 Each Digital Scale -Durable, Accurate Up To 2000.0 Grams
4 Each 32-ounce (1 Quart) Clear HDPE Plastic Mix Cups
4 Each 16-ounce (1 Pint) Clear HDPE Plastic Mix Cups
5 Pairs One Size Fits All Powder-Free Latex Gloves
2 Each Graduated Syringes
8 Wooden Stir Sticks
Assorted Size Foam Brush
PLEASE CHECK OUT OTHER AVAILABLE RESIN SYSTEMS AT OUR eBay STORE 
IMPORTANT NOTICE Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, Polymer Composites, Inc. laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. Polymer Composites, Inc. and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.
Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, Polymer Composites, Inc. laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. Polymer Composites, Inc. and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.